论文总字数:19475字
目 录
第一章 绪论 5
1.1 研究设计背景 5
1.2 研究设计目的和意义 5
1.3 国内外现状和发展趋势 6
1.3.1 国内发展现状 6
1.3.2 国外发展现状 6
1.3.3 发展趋势 6
第二章 系统总体设计 7
2.1 系统总体设计方案 7
2.2 下位机总体设计 8
2.2.1 硬件总体设计 8
2.2.2 软件总体设计 9
第三章 系统硬件设计 13
3.1 主控板设计 14
3.2 驱动板设计 16
3.3 主控板与驱动板接口 17
第四章 系统软件设计 18
4.1 串口收发模块设计 18
4.2 预处理模块设计 19
4.3 G代码解析模块设计 21
4.4 运动限制模块设计 26
4.5 电机驱动模块设计 26
第五章 系统调试分析 32
5.1 硬件调试分析 33
5.2 软件调试分析 33
第六章 总结与展望 36
参考文献 36
致谢 38
基于STM32的微型激光雕刻机的实现
张诤然
,China
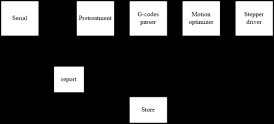
Abstract: With the rapid development of electronic science and technology, Micro controllers with strong performance, good real-time performance, low power consumption, easy to use, low cost and other advantages as the main controller crash into the field of industrial control. Miniature laser engraving machine has the ability to receive and analyze G-codes sending from the computer. Also this machine can control stepper motors to execute the motions according to G-codes. The system uses STM32F103ZET6 MCU as the core to analysis G-codes which pass through the serial port. The motion limiter uses G-codes parser state blocks to produce the motion information blocks. Then the software drivers generate the control pulses according to the motion information blocks. Stepper driver could get effective and accurate control for the steppers. This paper focuses on the realization of the G-codes parser , motion limiter and driver system.
Key words:STM32 MCU;G-codes parser; stepper hardware and software driver module;motion limiter
第一章 绪论
1.1 研究设计背景
随着微电子科学技术的迅速成长,各式各样的电子设备被引入到工控范畴。在计算机技术,微电子技术,电气自动化技术的大幅发展的推动下,工业加工由原先的手工小作坊式的模式发展为生产过程更加智能化,精准化,可控性,可视性的工厂模式。工业控制计算机,是使用在工作现场,用于取代人力对产品生产进行管控的机器。此中数控机床即计算机数字控制机床在零件加工方面具有多重优势。诸如加工精度高,稳定的加工品质,高度自动化,能实现多轴联动等特点使得加工高度复杂的零件机件变得简单而又便捷。激光镌刻机是CNC数控机床的一种,因此也就具有数控机床的某些优点。目前产品精确的要求越来越高,不仅要求每个产品的误差足够小,而且对生产效率要求也越来越高。激光雕刻机能够提高雕刻的精度,从而在一定程度上提高雕刻工艺的精度,给人们带来更大的经济效益。
1.2 研究设计目的和意义
在未进入信息化时代时,产品的精度主要靠经验,因此产品的价格随着人的经验和生产废品率的增高而变得不可控制。激光雕刻机一方面能够在一定程度上使人们摆脱使用工具手工雕刻,降低废品率,提高生产效率,另一方面能够显著地提高雕刻的精度,由于激光雕刻机能够稳定运行,雕刻处的表面往往会比人手工雕刻更加光滑无波纹,走线更加精准顺畅。激光雕刻机的另外一大特点就是激光加工可以实现无接触加工,这种加工方法的优势在于,加工工件的表面不会产生由于外力的作用而导致的形变。并且激光器焦距可以调节,能够控制光斑的大小和激光能量的大小,从而控制烧灼痕迹的宽窄。通过控制步进电机的移动速度达到控制雕刻速度,雕刻速度实时可变,且较为精准稳定,达到高品质的雕刻效果。由于雕刻机的用途具有针对性,雕刻机市场紧跟着雕刻行业的需求的变化。当下随着雕刻行业的不断发展,雕刻机市场不断的细分,但是目前少有专业系列雕刻机面市,且大多数都专注于大型木雕,以及大型石雕。
1.3 国内外现状和发展趋势
1.3.1 国内发展现状
近年来,随着我国的经济的快速腾飞,制造业也迎来了久违的春天,CNC雕刻机行业也遇到了快速的向知识密集化累积的机会,极大的推进了我国数控雕刻机产业的进步以及数控雕刻机设备的输出。初期我国的数控雕刻产业由于不掌握核心科技只能够生产价格便宜的数控雕刻机。雕刻机生产企业只能在夹缝中艰难生存。经过十余年的技术更迭以及当下电子电气、数控技术和软件产业的进步,目前高端雕刻机市场供应初具规模。但是作为雕刻机制造大国,我国却普遍存在一种现象就是高端全靠进口,高端雕刻机的种类不齐全,民众对国内高端品牌缺乏信心。主要原因是目前国内企业的研发都是紧跟国外激光雕刻机的发展,控制器大多采用国外成熟技术。中档产品大多都是基于目前通用性很高、开发方便的的数字信号处理器DSP等。机电机构大多采取集成度很高的细分器作为步进电机的驱动部分。步进电机驱动属于开环控制,控制精度不高,大多数产品都能够达到中等控制精度,但是性价比比较高。
1.3.2 国外发展现状
第一代激光雕刻机就是所谓的手工控制,人工控制激光器的关断,很难进行精准的控制操作。第二代激光雕刻机的主控核心运用了单板机,对机械执行机构进行控制,内置部分程序能够对少量信息进行处理。第三代激光雕刻机采用工控机与运动控制卡的组合,将各种运动算法加载入运动控制卡比如(DSP数字信号处理器)。
1.3.3发展趋势
近年来,欧美国家进一步把机电一体化技术向前推进,以提升工业制造水平,特别是控制领域的机械的水平,实现工厂向无人化,自主化方向发展。激光雕刻机系统会进一步向高精度,高速度控制发展,结构会向着多轴方向发展。未来将会出现无人化雕刻生产车间以及将激光雕刻用于重工业的厚板雕刻。
第二章 系统总体设计
2.1 系统总体设计方案
目前关于整体控制系统的构建大体有如下几种方案:
(1)主控机 专门研制的运动控制卡。此方案通过工控机来完成图像处理,代码解析等工作,而运动控制部分交由高速运动控制卡来完成。控制集成卡主要的工作是报告当前状态、控制机构速度、对位置进行预测控制等工作。该方案的缺点是专门研制的运动控制卡价格昂贵且运动控制卡依赖于和工控机之间约定好的协议,可移植性较差。且高速运动控制卡研发周期长、工作量大,不适合微型激光雕刻器的设计要求。
(2)单片机 电机驱动模块。该方案利用单片机来完成G代码解析、位置控制、速度控制、插补计算、状态反馈等工作。虽然单片机的计算能力比工控机的计算能力弱很多,但是对于桌面级的激光雕刻机来说已经足够了。
(3)ARM FPGA。该方案采用ARM应用级处理器,运算能力虽然不及工控机,但是比单片机强很多。因此激光雕刻机的上位机的数控软件可以利用ARM系列芯片的强劲的性能实现控制算法,图像处理。FPGA芯片用于控制驱动波形的生成和控制波形的生成。
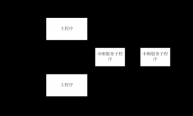
本方案采用上述第二中方案,下位机采用STM32F103ZET6作为主控核心,上位机负责图案的设计,图像的处理,G代码的生成,加工文件的发送。主控核心负责G命令的解读,运动的限制以及步进电机运动的指导。PC机的COM口和主控核心的串口硬件模块之间通过串口进行全双向工通讯。由于串口是目前个人电脑的标配,串口也是单片机必备的硬件单元,所以该系统对上下位机的要求不高。系统总体框图如下:
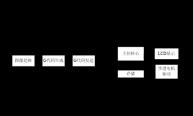
图1 系统总体框架
上位机中图像处理和G代码生成部分,可以使用Inkscape软件实现这部分功能,G代码发送部分采用普通串口软件。
2.2 下位机总体设计
2.2.1 硬件总体设计
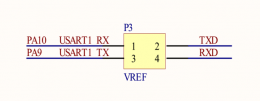
主控核心采用STM32F103ZET6,STM32F103ZET6是意法半导体公司生产的基于ARM Cortex-M3内核的处理器。这一款MCU适用于实时控制系统,有低成本,低功耗,中断响应快速等优点。因此适合在微型激光雕刻机这种应用环境下使用。本系统将外部高速时钟(HSE)配置为8MHz,HSE时钟作为PLL被倍频器的输入,PLL配置为9倍频。则MCU的sysclock为72MHz。配置PCLK2时钟为72MHz,PCLK1时钟为36MHz,使得挂载在这些时钟下的外设能够全速运行,并且启动STM32中的时钟监控系统,当外部高速时钟失效时,能够及时进行补救工作。本系统需要处理好各级中断的优先级,通过配置NVIC(嵌套向量中断控制器)实现。中断优先级组选择为中断优先级组2,配置串口中断抢占优先级为3,从优先级位0。配置定时器3中断抢占优先级为2,从优先级为0,配置定时器4中断优先级为1,从优先级为0。步进电机驱动板有两种选择:一是Tb6560步进电机驱动板,二是采用A3967LSB芯片的步进电机驱动板。Tb6560步进电机驱动板需要24V电源供电,输入脉冲的电平是5V。虽然该驱动板有更高精度的16细分模式,但由于主控核心引脚输出电压最大是3.3V,所以本系统采用细分芯片为A3967LSB的步进电机驱动板。该芯片里有一个固定关断时间电流调节器,该电流调节器能够工作在快速或混合电流衰减模式。这种特性会减少电机噪声,增加步进精度,减少能量损耗。该细分芯片细分模式有全步、半步、四分之一步和八分之一步模式。其中八分之一步模式每一步能够精确到11.2度到11.3度。微型步进电机驱动板使用用八分之一步模式。步进电机选择2相4线制类型,驱动电压为4-9V,电流为100-500mA,步距角为18度。步进电机驱动板采用12V开关电源供电,其上设计有滑动电阻器可以调节输出驱动电压,使电机行走效果更佳优异。
2.2.2 软件总体设计
下位机软件数据结构采取环形队列数据结构设计缓冲区以缓冲速度的不匹配。环形缓冲队列是队列中的一种,实际编程中通常可以使用链式和数组形式来实现。它是极为有用环形状态的先进先出数据结构。本设计采用处理简单的数组实现环形缓冲队列的设计。
下面是以ADT语言描述的环形队列抽象数据类型:
剩余内容已隐藏,请支付后下载全文,论文总字数:19475字
相关图片展示: