某食品有限公司污水处理工程改造设计毕业论文
摘 要
该设计的内容是处理食品加工的废水,其废水的特点是含有高浓度的有机污染物,并且在表面上还漂浮着各种油污,食物残渣等物质。根据这些特性,可以选择针对性强的治理技术与工艺。并且根据节约建筑用地的要求,在众多的方案中选择了曝气生物滤池,其优势是具有高效的脱氮能力以及可以不用设置二沉池。在该生物滤池之前还设置了UASB厌氧反应器,进一步处理这种独特的水质,其有很高的有机污染物去除率。这种厌氧好氧相结合的处理方法能够达到很好的治理效果。
污水先通过格栅除去漂浮在水面上的固体悬浮物,然后进入隔油池将油污去除,再通过调节池调节pH等水质使水符合处理的要求,然后经过UASB厌氧反应器以及曝气生物滤池的处理,除去水中的高浓度有机物和氮,使最后的出水水质达到排放要求。
关键词:脱氮;BAF工艺;UASB厌氧反应器
Abstract
The content of the design is to deal with the processing of food waste, the characteristics of the wastewater is characterized by high concentration of organic pollutants, and on the surface also floating a variety of oil, food residue and other substances. According to these characteristics, we can choose pertinent management technology and technology. And according to the requirements of saving construction land, the biological aeration filter has been selected in many schemes, which has the advantage of high efficiency of denitrification and no two sink pool. The UASB anaerobic reactor was also installed before the biofilter, which further processed the unique water quality and had a high organic pollutant removal rate. This anaerobic aerobic treatment method can achieve good results.
The sewage first removes the solid suspended matter floating on the water surface, then enters the oil separation tank to remove the oil, and then regulates the water quality by regulating the pH and other water to meet the treatment requirements. Then the UASB anaerobic reactor and the biological aerated filter are treated to remove the high concentration of organic matter and nitrogen in the water to make the final effluent water. The water quality meets the discharge requirements.
Key words: Denitrification,BAF,UASB
目录
摘要 I
Abstract II
1 绪论 1
1.1 背景和意义 1
1.2 食品工业废水的来源 1
1.3 食品工业废水的危害 2
1.4 国内外的研究现状 2
2 设计内容 4
2.1 设计资料 4
2.2 处理要求 4
2.3 工艺流程 4
3 主要构筑物的设计计算及说明 7
3.1 格栅的设计计算 7
3.2 调节池设计计算 10
3.3 UASB设计计算 10
3.3.1 UASB总容积计算 10
3.3.2 三相分离器的设计 11
3.3.3布水系统的设计 11
3.4 BAF的设计计算(n型) 12
3.4.1 总容积计算 12
3.4.2 需氧量设计计算 13
3.4.3 产泥量设计计算 13
3.6消毒池设计计算 14
3.7 贮泥池设计计算 14
3.8污泥浓缩池设计计算 15
3.9 除臭设计计算 16
4 平面布置和高程布置 18
4.1 平面布置 18
4.2 高程布置 19
5 投资估算 21
5.1 项目总投资 21
5.2 污水处理成本 22
总结 23
参考文献 24
致谢 25
绪论
背景和意义
与西方发达国家相比起来,我国对食品废水污染的治理是有些落后的,在学习他们先进的技术与设备的同时,我们也急需研发与探索出自己的处理方案。
食品工业,包括饮料工业,是一个巨大的水资源消费行业。因为只有一小部分的水用于食品生产本身,大部分的水用于清洗食物,这种废水是可以被回收利用的。基本上,以粮食为主的发酵工业生产的污染物主要是由于食品利用不足造成的。所以,排放到水环境中的污染物大部分是具有回收价值的产品。
食品与我们生活是息息相关的,加工后的食品更是受绝大多数人的喜爱,给我们的生活带来了很大的便利。但是我们对食品加工的了解少之又少,在加工的过程中会有哪些工序可能造成水质污染,水质又会发生什么样的变化。了解食品加工厂的废水处理工艺,对我们来说十分重要,各个阶段的反应过程,治理措施以及变化都需要我们去深入学习。因此,对一个食品加工厂的工艺的设计,不仅可以让我们学习到如何治理这种食品废水,还能提高我们将书本知识运用到实际生产中的能力。
- 食品工业废水的来源
食品工业废水主要来源于三个阶段:
(1)原料清洗段:食品表面夹带的固体颗粒物,食品本身的物质如 叶、皮、鳞、肉、羽、毛等进入废水中,导致水体中的悬浮物增加。
(2)生产段:加工原料有很多利用不充分,在加工时没被利用而进入废水中,导致水中的有机物增加。
(3)成形段:为了使食物更美观,味道好,保质期更长,,会使用各种食品添加剂,一部分损失到废水中,使废水的化学成分复杂。
这些阶段的污染其实很难被发现,即使是正常的加工过程也会无法避免对水质造成的污染,必须严格控制每一个阶段的出水水质。
食品工业废水的危害
近年来,我国食品工业的发展十分迅速,一方面提高了生活的质量,给我们带来了各种利益,与此同时,废水的随意排放以及水质不达标,对水环境也造成了巨大的污染,成为主要的水污染源之一。
食品工业废水本身是无毒的,但水中含有大量的可降解有机物,这些有机物在水中会消耗大量的溶解氧,使水体缺氧,导致鱼类和水生生物无法呼吸而死亡。废水中的悬浮物沉入河流底部后在厌氧条件下分解,分解时不仅会产生臭味,还会导致水质恶化从而污染水体环境。不仅如此,这些工业废水排入自然水体后还会改变水体的pH值,以及食物中本身带有的细菌,残渣等物质,对水体的自然平衡造成破坏。这样的工业废水如果没有治理达标就排入自然水体,受污染的水还可能被误用来灌溉农作物,影响作物的生长;人类也会间接地接触到这些污染水质,最后也会对人体造成伤害。
我们并不能小看食品废水的危害性,这些蛋白质、脂肪、高分子化合物等也能给我们的环境造成影响。因此,食品工业废水在排放前必须除去各种有害成分,使水中的各项指标达到排放的相关标准。
- 国内外的研究现状
国外的处理方式:
在德国,采用厌氧消化系统处理果汁加工的废水,整个流程由一个粗滤系统、两个缓冲池、一个USAB和一个好氧池组成。UASB反应器的有机负荷为10~17kgCOD/(m3·d),COD去除率达到80%~90%[8]。
新加坡开发出活性污泥处理法处理大豆饮料废水,其主要装置由活性污泥曝气池及沉淀池组成。废水在曝气池和沉淀池中停留的时间分别为8h和2h,处理后COD去除率95%,氮和磷去除率分别为67%、57%[8]。
国内的处理方式:
浙江宁波某食品有限公司专门生产柑橘及春笋罐头的小型民营企业。其生产加工中含有大量的有机物、悬浮物、果胶及较大的BOD/COD值等特性值,以确定气浮 生化为主体的处理工艺[9]。
总体来说,治理食品工业废水污染的方法与技术有很多,我们需要借鉴与学习这些方法,搞懂基本原理,学会举一反三。虽然我国的处理工艺与技术与国外的相比相对落后,但是我们也在不断创新,虽然起步比别人晚,但是我们也有属于自己的一套处理体系,也一定还有更多的技术会被开发出来。
设计内容
2.1 设计资料
某食品有限公司早期主要是以生产罐装食品为主,为扩大公司的生产规模,近期开始生产瓶装饮料。因此该食品有限公司的废水水质、水量发生变化,需要对原处理工艺进行改造设计。改造要求污水处理能力提升至3500m3/d,设计进水水质为 CODcr400 mg/L、BOD5250 mg/L,氨氮 5~30 mg/L,pH6~9。所有改造项目必须在原来的设施场地内进行,能用的土地面积有限并且不能扩大用地面积,处理后的出水水质要求符合相关标准。
2.2 处理要求
根据进水水质来看,各种指标并不是很大,水体的污染程度不高,并了解到在食品加工厂的附近有水体,在节约管道开支的情况下,可将达标后的水直接排入收纳水体。并根据周围水质的情况,当废水排入受纳水体时,要求水质达到《污水综合排放标准》(GB8978—1996)的一级标准,该标准是针对食品废水的特殊标准,具体如表2-1所示。
指 标 | CODmg/L | BOD5mg/L | NH3-Nmg/L | pH |
进水水质 | 400 | 250 | 30 | 6~9 |
出水水质 | 100 | 20 | 15 | 7~8 |
表2.1 进水与出水水质
根据设计内容可以知道该公司在原来生产罐装食品的基础上,增加了瓶装饮料的生产。原来的水量比较小,水中有很多的有漂浮物,而且水中的有机高分子物质也有很多,如高蛋白物质,高脂肪物质。开始生产瓶装饮料后水量变大,水中会增加很多的糖类等物质。这要求处理工艺能够处理更大的水量,能够降低变大的COD,BOD5,氨氮等物质,根据水质的这些特点,我设计出了一套合理的治理方案。
在生物处理的过程中,水体自身营养能否平衡以及相关的指标能否达到要求,这些决定这处理过程能否采用生物脱氮除磷工艺。
(1)BOD5/COD
该指标是判断污水可生化性好坏的常用的方法, BOD5/CODgt;0.5时可生化性较好。该厂BOD5/COD为0.625,说明原污水可生化性较好。
(2)BOD5/TN
该指标是用来判断是否可以采用生物脱氮的主要指标,该指标越大,反硝化进行越快。该厂的BOD5/TN值为8.33,该值相对较大。
2.3 工艺流程
经过了解,该厂之前是设置的曝气生物滤池法进行污水处理,在加上饮料生产之后,日处理水量加大并且氨氮的含量增加明显,所以在原有的工艺基础上采用厌氧-好氧相结合的处理方式,我选择在曝气生物滤池之前再设置一个UASB厌氧反应器,在该反应器的作用下可以将废水中的有机物还原并产生沼气进行利用。又因有曝气生物滤池自身带有沉淀区,即可不设置二沉池,这样就避免了增加建设用地,符合课题要求,而且出水水质可以达到标准。
在选择主体工艺之前,我会充分考虑有关的处理设备,因为现在的处理技术与装置有很多,但是针对本设计的工厂要求,有些工艺不一定适用,所以在了解相关工艺后还要将它们进行对比,选择一套相对适合的工艺。以下是我考虑的一些工艺介绍。
A/O生物脱氮工艺,是由厌氧和好氧两部分反应组成。废水中的氨氮通常通过硝化和反硝化反应两个过程结合来去除,采用缺氧-好氧活性污泥系统。A/O生物脱氮工艺的缺点在于对难降解物质的降解率较低,脱氮效率不高。可以通过加大内循环比的方法来提高脱氮的效率,但是运行费用会大幅增加。脱氮除磷效果稍差,脱氮效率70~80%,除磷只有20~30%。
氧化沟工艺是一种延时曝气法,通常情况下采用连续进出水。主要优点:污水和活性污泥在曝气渠道中不断循环流动,污泥负荷低,曝气时间长,故耐冲击负荷,出水水质较好,污泥量较少,一般可以不设初沉池,维护管理简单。主要缺点:水力停留时间较长,需要设置二沉池,占地面积较大,处理水量较大时,能耗较高[10]。
曝气生物滤池(BAF)是一种集过滤、吸附、生物代谢等功能于一体的新型颗粒填料装置。它具有占地面积小、出水水质好、工艺简单、对环境影响小等优点。曝气生物滤池(BAF)是利用附着于反应器内生物膜的微生物进行氧化分解的,是填料和生物膜的吸附和截留、沿流动方向形成的食物链以及反硝化作用的协同作用。微环境中的阳离子和生物膜的厌氧段可用于净化废水[10]。
上流式厌氧污泥床反应器(UASB)具有较大的承载能力,适合于高浓度有机废水的处理,也适用于低浓度有机废水的处理。运行良好的UASB具有较高的有机污染物去除率,不需要搅拌还能适应较大的负载冲击、温度和pH变化。与其他类型的厌氧反应器相较有下述优点:污泥床生物量较大,计算浓度可达20~30g/L。容积负荷率高。反应器内的水力停留时间短,大大降低了罐的容积。该设备简单易行。无需设置沉淀池和污泥回流装置。不需要填充填料,也不需要在反应区进行机械搅拌。成本相对较低,易于管理,不存在阻塞问题[11]。
这些突出的优点都满足我们设计的需要,将两者结合起来,组成厌氧-好氧的处理模式,在这种模式下废水能够充分反应,高分子化合物在装置里被彻底分解,还能将这些物质利用起来生成新的能源,也满足当代治理的理念。由于增加了上流式厌氧污泥床反应器这一装置,也使得原有的处理水量得到增加。这些装置运行起来并不需要增加过多的辅助装置,操作也十分简单,不用专门派技术人员定时监控与增加人工操作,检修的次数也大大减小,总之选择这样的一套处理系统可以大大减少运行成本,也能达到很好的水质净化效果。
拟采用的处理工艺如图2.1所示:
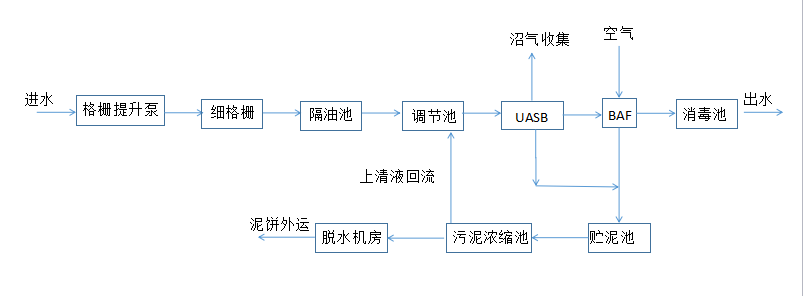
图2.1 简单的工艺流程图
废水收集起来后经过粗格栅和提升泵再经过细格栅,这样就能保证水面的悬浮大颗粒物以及细小的悬浮物都能被拦截住,这样不容易导致后面的设备和管道堵塞,也会避免这些物质与反应器发生多余的反应而破坏反应环境。然后这些废水进入隔油池和调节池后,水中的油污会被除去,然后水体的水质可以控制到适合后面反应的状态,能控制出水量,pH值,还能达到沉淀等作用。之后废水将进入UASB反应器中进行处理。该装置是从底部开始进水进水,在反应器的下方有一层污泥层,废水进入以后,水中的有机物被污泥里的微生物分解最终生成沼气。含泥量低的废水随着沼气一起上升进入到三相分离器,沼气碰到三相分离器的反射板后向四周发散,当气体越来越多后会挤出水层进入到气室并在气室内集中起来,等到充满后就从导气管除去最终被收集起来。含泥废水被反射板挡住来到沉淀区,污水中絮凝性好的污泥开始发生絮凝反应,尺寸和质量不断变大,达到一定质量后开始向下沉降并随着斜板落会厌氧反应室内。与污泥分离后的污水从沉淀区溢流堰上部溢出,然后进入到曝气生物滤池中。进过了厌氧反应后开始好氧反应,该装置里水和气一起平行向上在该过程中水中的氨氮被硝化去除。最后污水进入到消毒池进行接触消毒,达标后的水便排放除去。反应过程中产生额污泥被收集起来储存,然后进过污泥提升泵一部分可用的污泥又被回流到主题工艺中重新利用起来,剩下的污泥被送如污泥浓缩池中,在这里污泥的含水率会被降低,污泥的体积会缩小,从污泥里排出的水分又通过回流管回到工艺。得到的干泥则通过压缩形成泥饼最终运送出去。
这样处理后的水质可以达到排放标准,操作也十分简单。
主要构筑物的设计计算及说明
3.1 格栅的设计计算
设计流量Q = 3500m3/d = 0.04m3/s Kz=1.8 Qmax=0.072m3/s ;
栅条宽度S=10mm 栅条间隙d = 5mm 栅前水深h=0.4 m
格栅安装角度α= 60°,栅前流速0.5 m/s ,过栅流速0.6m/s ;
单位栅渣量W = 0.05m3/103 m3 废水
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。


