论文总字数:27174字
摘 要
精密测量大尺寸零件的是难以解决的问题,尤其对于轴类零件。外径大于500mm的轴类零件就被称为大尺寸轴类零件,通过查阅大量文献,现在有很多种测量大外径的方法,但是都存在各自的缺陷。通常情况下,测量尺寸时希望量具有很高的刚度来避免变形引入的误差,但是课题提出一种新思路下的测量方式,通过掌握量具的变形来进行测量。在该思路下,课题提出利用柔性环在重力载荷下的变形规律进行测量。通过理论分析、构建模型、有效验证和误差分析,发现该方法能够直接大尺寸轴类零件的外径,而非平均直径,并实现相对精度在级别以内的测量。
关键词:大外径;测量方法;柔性环;理论分析;误差分析
A STUDY ON METHOD AND DEVICE OF LARGE DIAMEMTER MEASUREMENT WITH A FLEXIBLE RING
Name:HU LXIE No.:02011228
Mechanical Engineering and its Automation
Abstract
Precision measurement of large-size parts is a difficult problem, especially for the shaft parts. The shaft parts of the external diameter greater than 500mm are called the large-size shaft parts, by consulting a lot of literature, there is a variety of methods of measurement of large diameter, but each method has its own defects. In the circumstances, we hope that the measuring tools have great stiffness to avoid the error introduced by deformation when measuring the size of parts. However, a new method is proposed to measuring tools, if we get the deformation law of the measuring tools, the measurement also can be highly precise. In this way, we try to use the deformation law of flexible ring under gravity load to measure the external diameter. Through the theoretical analysis, calculation and error analysis, it is found that this method can directly measure the external diameter of large-size shaft parts, rather than the average diameter. What’s more, it can achieve the relative accuracy within level.
KEY WORDS: outer diameter, measurement method, flexible ring, theoretical analysis, error analysis
目录
摘要 I
Abstract I
第一章 绪论 1
1.1课题研究的意义 1
1.2大尺寸外径测量的现状 1
1.2.1纯机械式大外径测量方法 1
1.2.2非纯机械式大外径测量方法 4
1.2.3结论 9
1.3课题的测量方案 9
1.4课题的主要工作和难点 10
第二章 柔性环变形力学模型的建立 11
2.1变形的基本假设和基本模型 11
2.2柔性环受重力情况下的变形 12
2.3受集中力情况下的变形 15
2.4变形数学模型的验证 17
2.4.1验证的依据和方法 17
2.4.2确定参数、截面形状和材料 17
2.4.3受重力情况下的对比 18
2.4.4受单一测量力情况下的对比 19
2.4.5差值分析 21
2.5本章小节 22
第三章 误差分析 23
3.1角度偏转引起的误差 23
3.2竖直方向不对心引起的误差 23
3.3校对时摩擦力引起的形变引入的误差 24
3.4变形相关参数引入的误差 25
3.5测量力引入的误差 25
3.6本章小结 25
第四章 测量装置的结构设计和传感器的选用 26
4.1结构设计和装配 26
4.2测量传感器的选用 28
第五章 结论与展望 29
致 谢 30
[参考文献] 31
第一章 绪论
1.1课题研究的意义
在机械加工中通常所指的大尺寸轴,是指基本尺寸大于500mm以上的轴类零件。重型制造业中有很多轴类零件的外径都远大于500mm,如水轮发电机、汽轮发电机转子的直径和大型船舶动力输出轴的直径。在加工过程中,为保证这些大尺寸、高精度轴类零件的加工质量,应该在加工过程中不断进行实时检测,因此测量的准确性、测量成本以及测量方式的简便性在机械加工中起着举足轻重的作用。目前,在大直径回转体工件的切削加工过程中,工件直径测量的常用工具有大游标卡尺、外径千分尺等纯机械量具。这些器具比较笨重,不易操作,而量具本身由于温度和机械方面的原因又极易变形,容易带来测量误差,所以导致测量时费时费力且测量结果具有很大的不确定性。经过多年的发展,通过改良测量方法和引入激光和微电子系统,大直径测量在国内外有了长足的发展。但是通过调查和研究现有资料发现,对于大直径测量,现阶段大部分工厂现场加工时还是采用卡尺法或π尺来直接或间接测量,并没有引入复杂的光学系统或者改进的量具。通过极限误差的分析和对比,我们发现测量大尺寸存在精度和仪器尺寸相互矛盾的问题。仪器体积、质量大,需要更多的空间,测量过程复杂,更难于测量巨大直径的工件,不易推广应用,更无法实现产业化生产;仪器体积小,就存在原理上误差放大等问题。为了提高大尺寸轴类零件的生产效率和质量,同时降低生产成本,急需探索具有高精度且更加方便实用的测量工具。
通常情况下,为了提高测量精度,量具的刚度越高越好,但是提高刚度的代价是增加量具的质量或者结构变得复杂。前人在这方面做了大量的工作,为了降低质量同时拥有很高的强度,尝试使用了更轻质的材料例如优质木材和碳纤维材料,但是优质木材受限于使用环境,不便于保存,碳纤维材料的加工非常复杂,所以并没有解决该矛盾。
为了解决这个困难,课题用辩证的思维看待矛盾,大胆设想,如果量具的结构简单、刚度不高,质量一定会下降,量具受自身质量、外载荷和温度的变形会相对增大,但是只要量具的变形规律易于掌握,那么测量的精度是可以控制的,因此课题提出利用柔性环受重力时的弹性形变来测量大尺寸外径。如果该方法的理论依据可靠,实际结构可行,将会是一个非常具有创新意义的尝试,可以为测量带来新的指导思想。
1.2大尺寸外径测量的现状
通过调查大量国内外资料和文献,现有的大尺寸外径测量方式有非常多样,系统地经过分析和归纳,将它们分为两大类,纯机械式测量方法和非纯机械式测量方法,并将它们的优点和缺点总结如下。
1.2.1纯机械式大外径测量方法
- 用游标卡尺测量大外径[1]
游标卡尺,是一种测量长度、内外径、深度的量具,如图1-1所示,游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。这是目前在企业工厂中采用的一种方法,主要用于测量公差等级大于IT10的工件。为减小测量误差,卡尺的测量臂不能太长。因而测量范围常在1000mm以下,只适用于所测直径靠近工件端面的情形。其相对测量精度在1.0-3.0×10-4数量级。
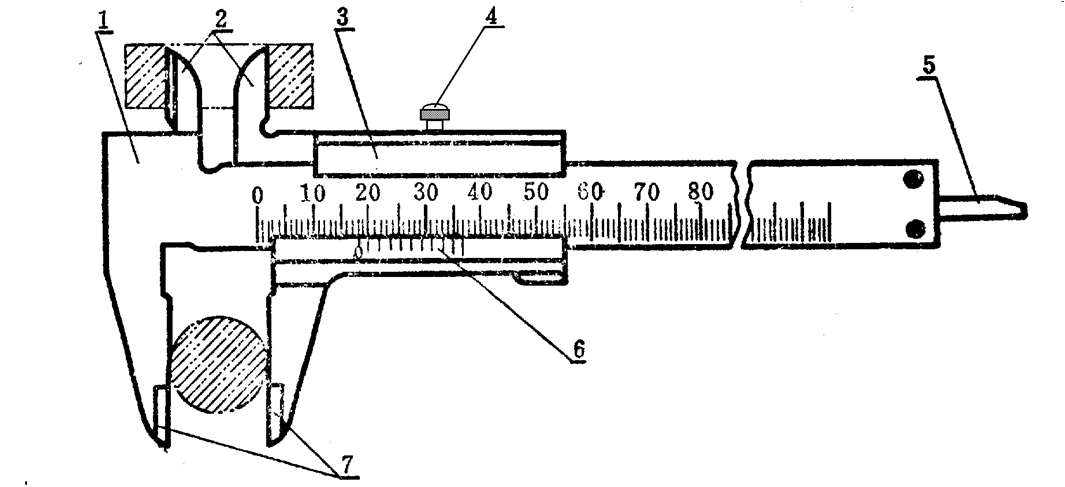
图1-1 游标卡尺示意图
1.尺身 2.内侧量爪 3.游标 4.紧固螺钉 5.深度尺 6.游标尺 7.外侧量爪
- 用外径千分尺测量大外径[1]
螺旋测微器又称千分尺、螺旋测微仪,如图1-2所示,是比游标卡尺更精密的测量长度的工具,用它测长度可以准确到0.01mm,这也是目前生产车间广泛应用的计量器具。弓形千分尺和卡规测量范围一般在3m以内,直线形千分尺和卡规可测量6m以内靠近大轴端面处的外径。其误差来源主要有温度产生、尺身自重、测位不精确、微分筒及百分表误差、两测量面平行度误差以及校对量杆误差、尺寸调整误差等,而在使用时工作强度大,校对复杂。其相对测量精度在2.0-4.8×10-5数量级。
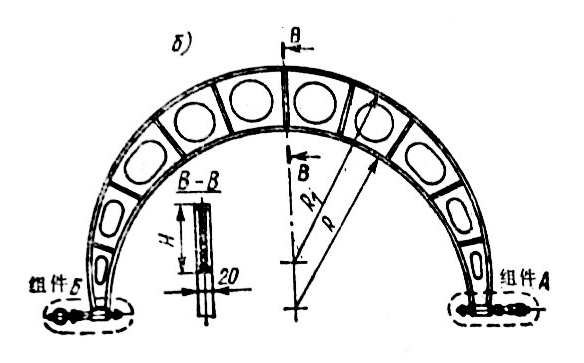
图1-2 外径千分尺
- 绕测 (π尺)法测量大外径[1,2]
绕测法的实质就是通过卷尺或者金属带测量周长来确定工件的外径,根据此原理衍生出方便的π尺和带尺。如图1-3所示,π尺两端分别刻有主、副尺。主尺的最小分度值为0.5mm或1mm;副尺的最小分度值有0.02mm、0.05mm、0.1mm等。如图1-4所示,前苏联ПИУД-2带尺具有更高的测量精度,而且有准确的测量力机构,其相对测量精度在3.0-6.0×10-5数量级。
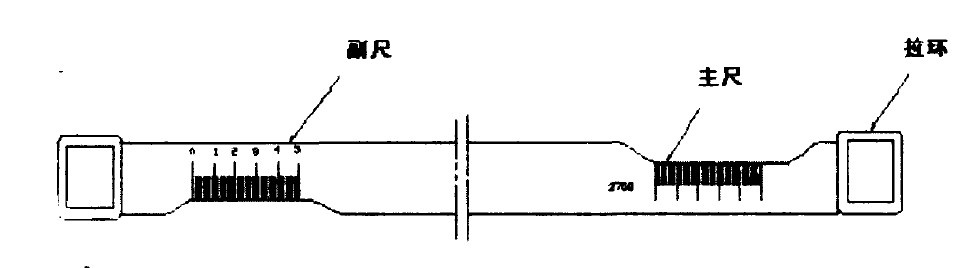
图1-3 π尺简图
图1-4 ПИУД-2带尺
由于测量尺很薄,测量时将在很短的时间内与被测件等温,又因它们的热膨胀系数极为接近,基本克服温度的影响。在大直径和特大直径的测量中,通过辅件可单人、一次轻松操作。而在精度上π尺是通过周长测得直径,可将生产尺时的刻线误差缩小π倍后反映到-测量结果上。但是该方法受测量力的影响严重,一般只适于测量卧式零件,而且所测表面必须为连续圆柱面,测量受圆度的影响,结果是平均直径。
- 用带弹簧秤的分段尺带测量大外径[3]
如图1-5所示,这是一种根据尺带测量原理发展出来的一种测量方法,分段尺带解决了尺带测量范围偏小的问题,专用量具为弹簧扭秤和量具构成,运用滚动轴承和专用量具可以同时测出直径和测量力。但是何种方法依旧测表面必须为连续圆柱面,受圆度的影响,只能测量平均直径。
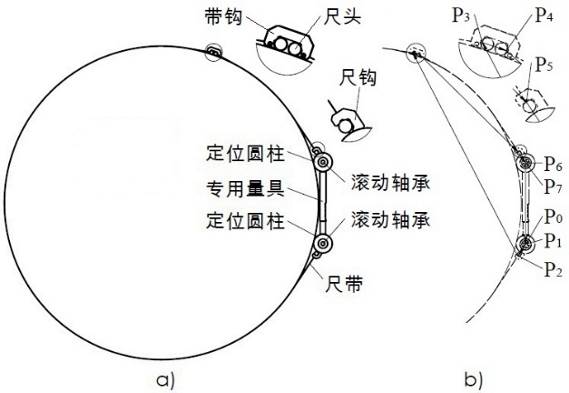
图1-5 带弹簧秤的分段尺带示意图
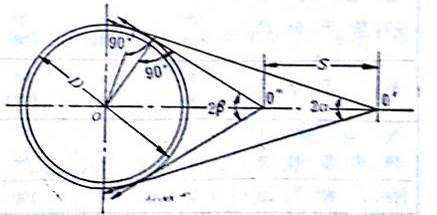
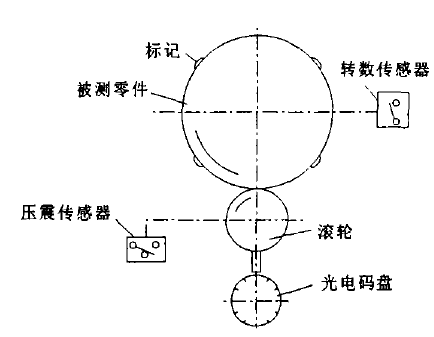
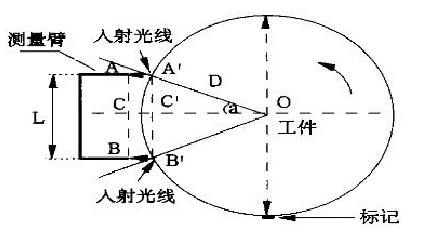
- 圆周要素法测量大外径[4,5]
这类仪器是根据圆周要素进行测量的,这些圆周要素通常指弧长、弓高、弦长、切线长度和对应的角度等。它的主要优点是测量仪器体积小、重量轻、便于携带,并可以测量很大尺寸的直径。根据测量圆周要素的方法,将它们分成5种类别:①测量圆周的弓高和弦长来获得被测直径;②测量两切线的夹角和从角顶到工件表面距离来获得被测直径;③测量固定角度和切线长度来获得被测直径;④测量固定角度和弦长来获得被测直径;⑤测量固定角度和弧长来获得被测直径。这5类测量中,以弓高弦长法测量仪器应用最为广泛。如图1-6所示,它的优点是:操作方便,降低了测量人员的劳动强度,可快速得到测量结果,减小温度波动的误差,可进行多次测量得到确切的算术平均值。其他方法类型的仪器除特殊场合以外,很少使用。但是这些仪器都是通过小尺寸测量大尺寸,在原理上具有误差放大的缺点,所以精度并不足以令人满意。
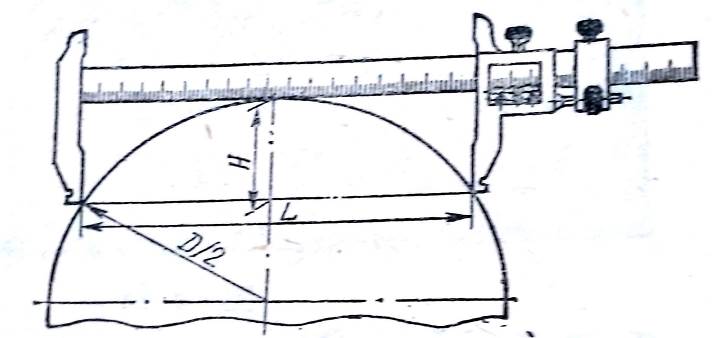
图1-6 弓高弦长法示意图
- 基于多边形的积木式方法测大直径[6]
如图1-7所示,多边形的积木式测大直径运用磁性特型量规,量规一侧是圆柱体,另一侧是球体,绕圆柱形紧密摆放一圈,通过测量头尾两块间的间距可以得出工件的周长进而得出工件的直径,其测量精度为0.002 10-5D(mm)。如图1-7所示,该方法通用性好,因为量具是通过磁铁在现场组装,所以理论上一套测量规可以实现任意大内径和外径的测量。其次,装置结构简单、体积小巧、成本低廉以及标定容易。但是测量过程中量规取放繁琐,但由于被测工件表面存在形状误差,所得直径实际上是一种平均直径。
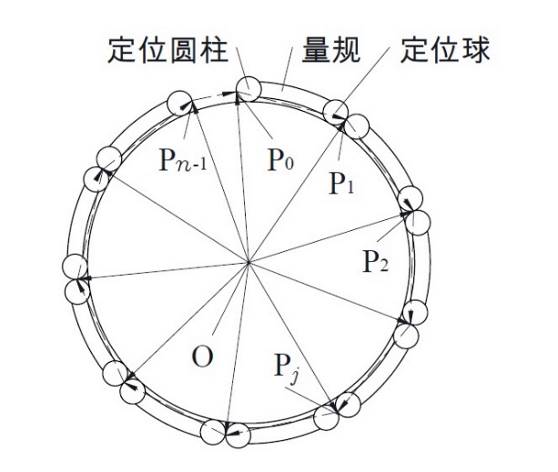
图1-7 中心角度累积法示意图
- 通过大内径测大外径[1]
根据大型工件的特点,大内径比大外径测量相对更加容易。对于环状、筒状零件,可采用内径千分量杆测出内径,再采用小尺寸千分尺测出壁厚的方法来计算出外径。对于立式车床上的零件,可以用千分量杆先测出两立柱的间距,再测量工件与立柱距离的方法来测量工件的外径。然而这种方法多适用于轴类零件端面直径的测量,具有一定的局限性。
1.2.2非纯机械式大外径测量方法
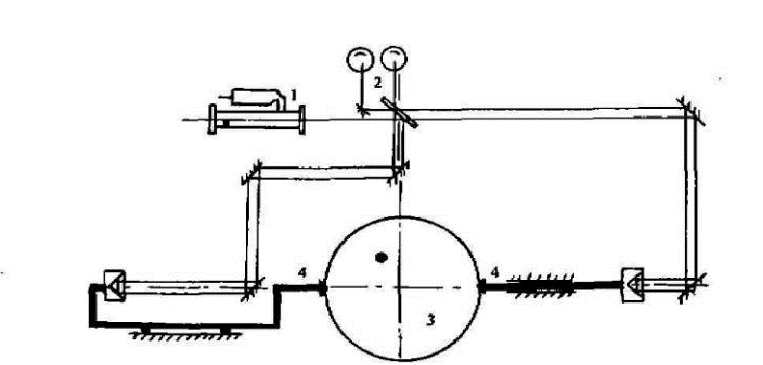
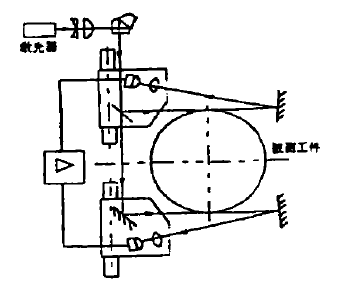
- 用经纬仪测量大外径[7]
如图1-8所示,这种方法是利用三角形或四边形的几何关系,通过直接测量某些边长、高度或角度,来间接算出待求边长的尺寸,适用于测量大于5m的工件。我国研制的非接触式大尺寸三坐标测量系统,由两台电子经纬仪和一套微机系统构成,其测长不确定度为: U=K × (0.01 10-5 × L 4×10-5×D) (mm)式中,K为与照明等因素有关的系数,通常为1-2;L为被测长度;D为被测物到两经纬仪连线的平均距离(L, D单位为mm)。但其缺点比较明显,大尺寸高精度的经纬仪测量系统成本高,在测量直径时,两台经纬仪难以同时看到对径上两点,实施起来比较困难。
剩余内容已隐藏,请支付后下载全文,论文总字数:27174字
相关图片展示:
该课题毕业论文、开题报告、外文翻译、程序设计、图纸设计等资料可联系客服协助查找;

